SebastianDornhöfer
Optimal ausgestattet –Zubehör für höchste Fräspräzision
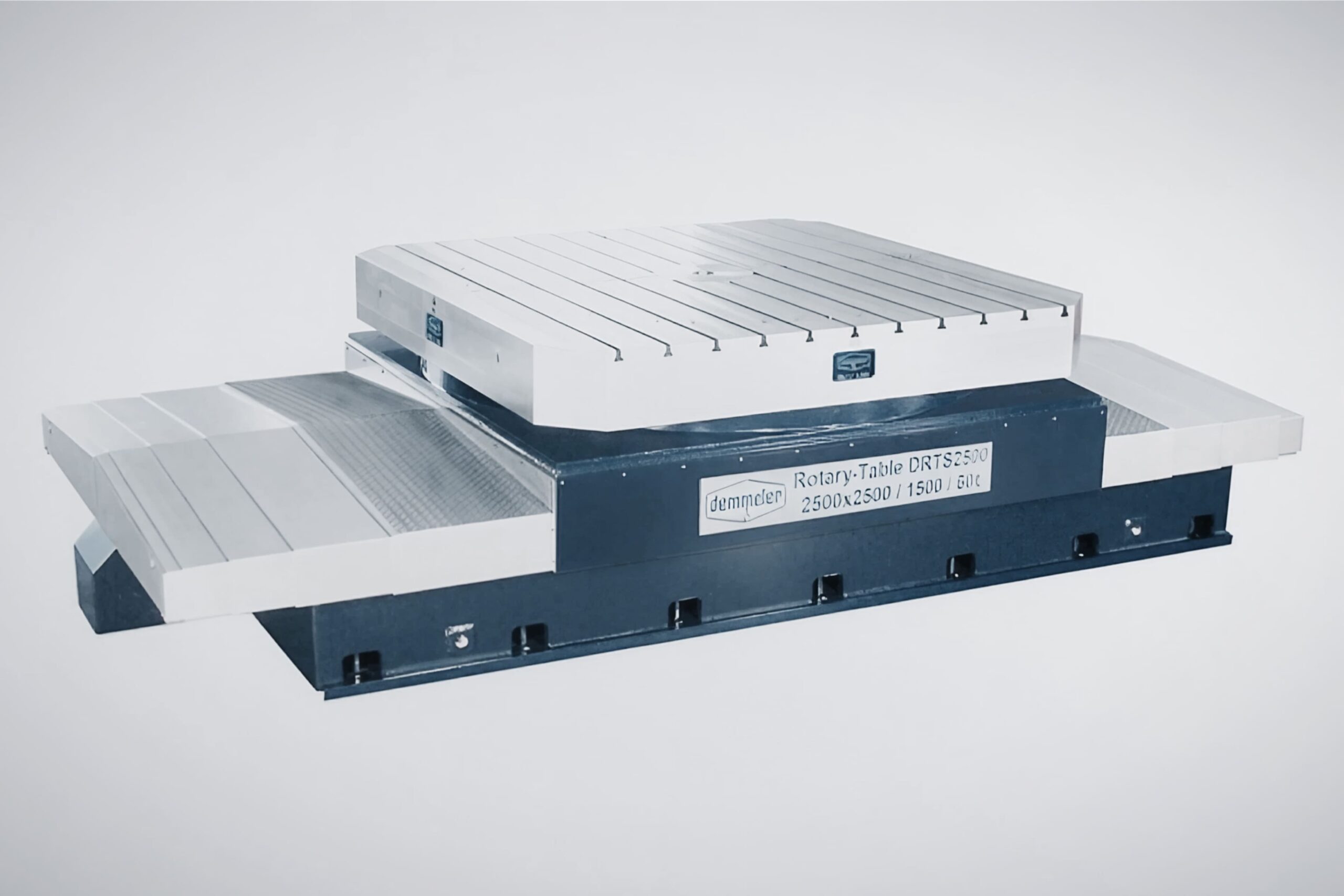
NC Rundtisch
Flexibilität und Präzision – NC-Rund- und Verschiebetische für jede Anforderung
Mit unseren NC-Rund- und Verschiebetischen erweitern Sie die Möglichkeiten Ihrer Fertigung. Ob Nachrüstung, Austausch oder Integration in bestehende Plattenfelder – wir bieten Ihnen maßgeschneiderte Lösungen von Demmeler® für höchste Präzision und Effizienz. Installation, Einbindung in Ihre Maschine und Inbetriebnahme erfolgen direkt bei Ihnen vor Ort – fachgerecht und zuverlässig.
Demmeler® NC-Tische in verschiedenen Ausführungen – Rundtisch, Verschiebeachse oder neigbare Tischplatte Individuelle Nachrüstung und Austausch – passend zu Ihrer bestehenden Ausstattung Fachgerechte Integration – direkte Einbindung in Ihre Maschine durch unsere Experten Installation vor Ort – schnell, zuverlässig und einsatzbereit Beratung & Broschüre – alle Details transparent im PDF-Download und persönlicher Beratung
PDF-Broschüre NC-Rundtische von Demmeler.
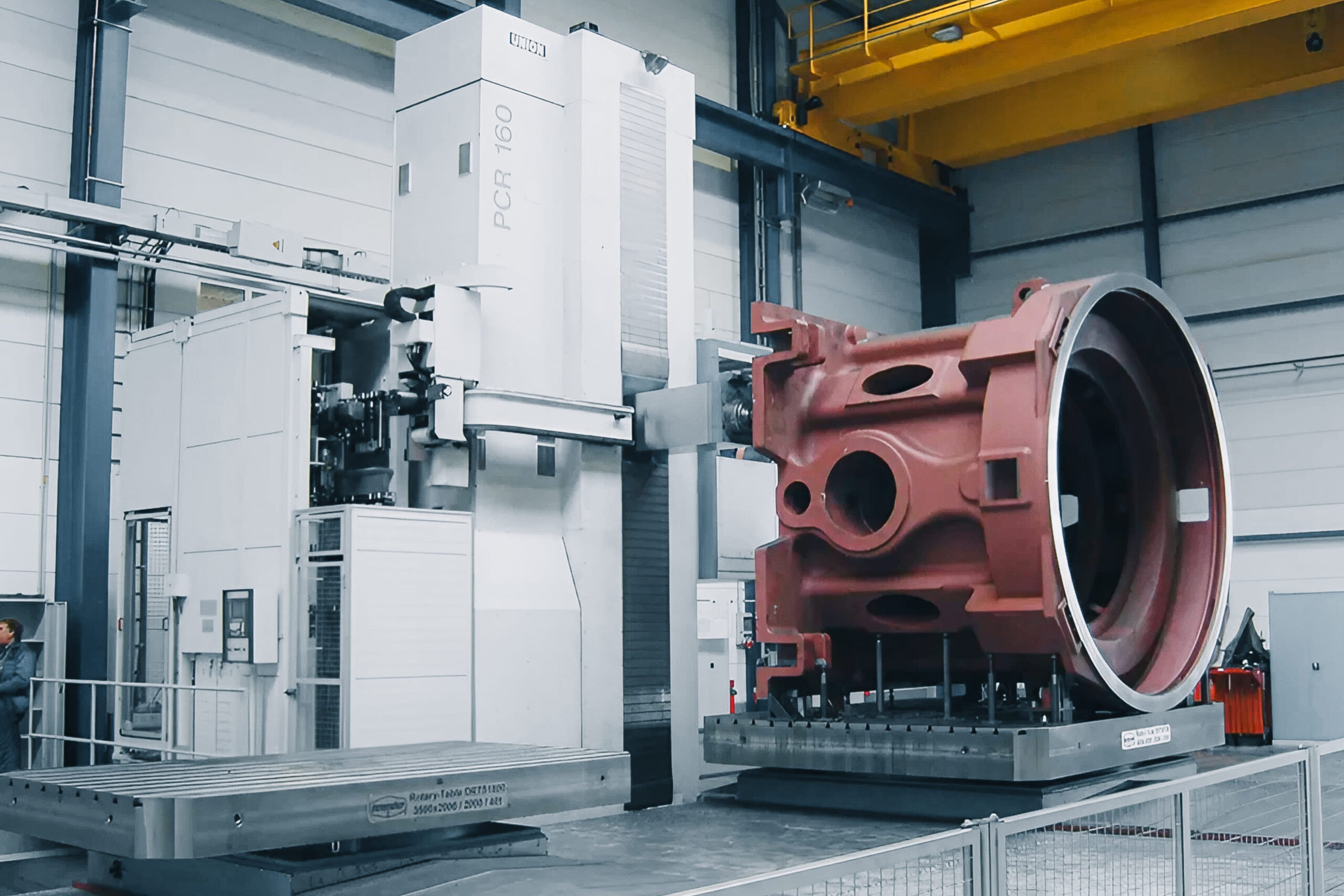
TCP-OPT
Maximale Präzision durch intelligente Werkzeugspitzen-Optimierung
Was ist TCP-Opt?
TCP-Opt bedeutet „Tool-Center-Point-Optimierung“ und besteht aus einem Zyklenpaket für Heidenhain-Steuerungen und unserer Präzisions-TCP-Opt-Kugel, an der die Abmessungen der Fräsköpfe und die Abweichungen bei beliebigen Kopfstellungen gemessen sowie kompensiert werden können. Voraussetzung hierfür ist ein funktionierender und kalibrierter Funk- oder Infrarotmesstaster.
Wofür wird TCP-Opt benötigt?
Die Genauigkeit der Werkzeugspitze im Raum wird durch Wärmeeinflüsse, Fertigungs- und Richttoleranzen der Maschine sowie deren Schwenkköpfe negativ beeinflusst. Dies macht sich beispielsweise durch Absätze beim 3D-Fräsen bzw. durch nicht zueinander fluchtenden Bohrungen, die von zwei Seiten gefertigt wurden oder von Maßabweichungen bei mehrseitigen Bearbeitungen, bemerkbar. TCP-Opt bietet dem Anwender jederzeit die Möglichkeit schnell und zuverlässig die Genauigkeit zu optimieren. Einfach den Messtaster in der Grundstellung des Fräskopfes vor der Kugel positionieren und den Zyklus starten. Den Rest erledigt die TCP-Opt selbstständig!

AFC (Adaptive Vorschubregelung)
Mehr Leistung, weniger Werkzeugverschleiß
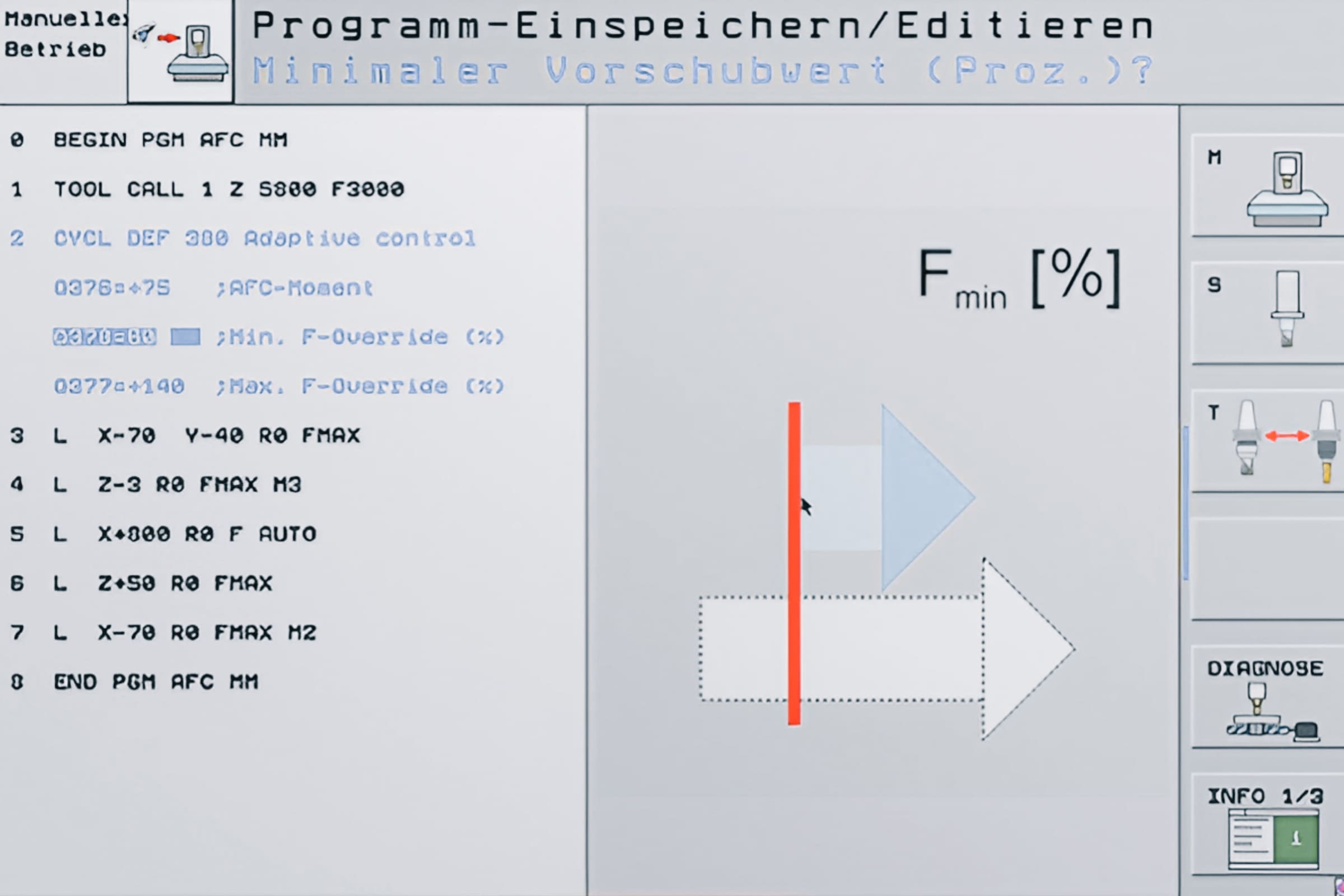
Die Adaptive Vorschubregelung AFC (Adaptive Feed Control) regelt den Bahnvorschub der TNC automatisch – abhängig von der jeweiligen Spindelleistung. In einer Tabelle definieren Sie vor der eigentlichen Bearbeitung die jeweils einzuhaltenden Grenzwerte, zwischen denen die TNC im Modus „Regeln“ den Vorschub beeinflussen darf.
Vorteile:
- Optimieren der Bearbeitungszeit
- Werkzeugüberwachung
- Schonen der Maschinenmechanik
Steuerungen:
- TNC7 ab NC-Software 81762x-16
- TNC7 Basic ab NC-Software 81762x-18
- TNC 640 ab NC-Software 34059x-02
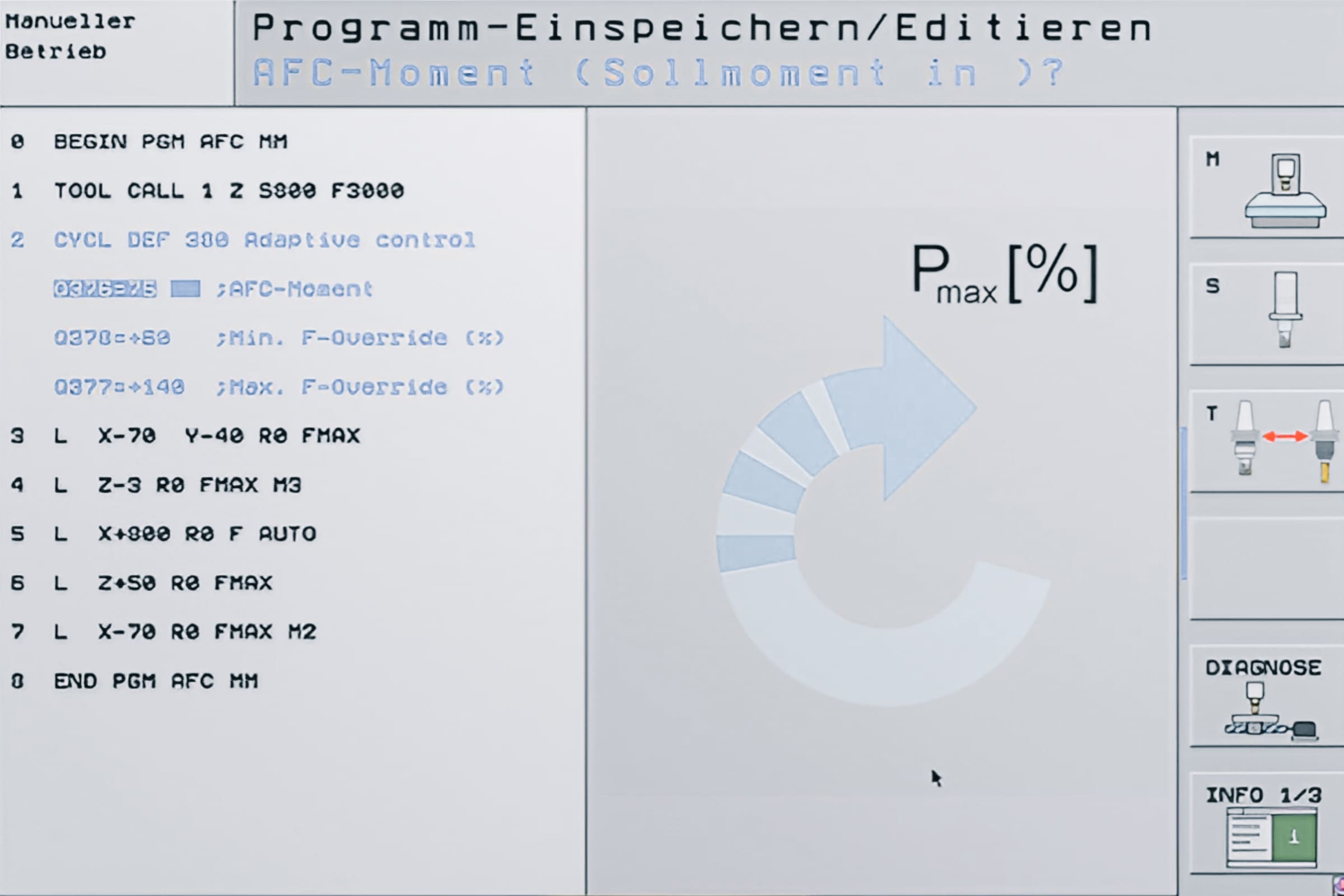
Adaptive feed control (Vorschubsteuerung in Abhängigkeit der Spindelbelastung)
Der Bediener kann über Zyklus 380 einen Soll-Wert für die Spindelleistung angeben. Die Steuerung versucht möglichst diesen Leistungswert beim Fräsen einzuhalten und erhöht bei verringerter Spindelleistung den Vorschub bis zur angegebenen Höchstgrenze bzw. verringert den Vorschub bei erhöhter Leistung bis zur angegebenen Untergrenze.
Rundtischverrechnung
Präzise Bearbeitung von jedem Bezugspunkt
Rundtischverrechnungspaket für Heidenhain-Steuerungen (TNC 426/430 ab Softwarestand 280 476 XX und alle iTNC’s)
Sie haben einen Rundtisch oder Rund- und Verschiebetisch, möchten Ihr Werkstück beliebig auf dem Tisch platzieren und alle Seiten von einem Bezugspunkt aus programmieren? Dann ist unser Softwarepaket „Rundtischverrechnung“ genau das Richtige für Sie
Dieses Softwarepaket beinhaltet einen Zyklus zur einfachen Ermittlung des Rundtischzentrums (Kalibrierzyklus) sowie Zyklen zur Verrechnung und Verschiebung des Bezugspunktes nach einer Rotation.
Nach dem Rotieren und/oder Verschieben des Tisches wird der Bezugspunkt des Werkstückes mitgezogen. Somit kann die komplette Bearbeitung des Werkstückes von einem Punkt aus programmiert werden. Hierbei spielt es auch keine Rolle, an welcher Position des Rundtisches das Werkstück gespannt wurde.
Das Kalibrieren des Rundtischzentrums kann wahlweise halbautomatisch mit einem elektronischen oder manuell mit einem mechanischen Messtaster durchgeführt werden. In beiden Fällen ist die Kalibrierung mit wenigen Handgriffen durchführbar. Gemessen wird an einem beliebigen Punkt auf dem Rundtisch. Das Werkstück muss zum Kalibrieren nicht vom Tisch genommen werden!